Entrez en contact avec vos nouveaux clients en un seul endroit, toute l'année
Devenir exposant
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}

La VFT-orbit-2i est le premier générateur de verres numérique intelligent de l'industrie. Cette machine de surfaçage de verres entièrement automatisée se caractérise par un débit, une qualité et une fiabilité exceptionnels -- ce qui permet d'élever les ...
Satisloh

Le générateur de verres sans bloc de Satisloh pour les laboratoires d'optique et d'ophtalmologie, conçu pour générer des prescriptions de forme libre avec un support de surface complet - sans blocage traditionnel. En éliminant le ruban adhésif, l'alliage ...
Satisloh

... La VFT-orbit-2E est une entrée économique dans la production automatisée de verres Rx pour une production de volume moyen. En outre, la machine de surfaçage est disponible en version automatisée ou manuelle. Générateur de verres de forme libre à un ...
Satisloh

Course X: 762 mm
Course Y: 406 mm
Course Z: 508 mm
Chaque centre d’usinage à broche verticale de série VF offre des fonctions exceptionnelles à un excellent prix, et dispose d’une large variété d’options disponibles pour personnaliser votre machine selon vos besoins. Le VF-2 est notre modèle le plus populaire ...
Haas Automation

Course X: 610 mm
Course Y: 406 mm
Course Z: 406 mm
L’usinage à 5 axes constitue une méthode efficace pour réduire les réglages et augmenter la précision pour des pièces complexes et multicôtés. Les centres d'usinage universels Haas de la série UMC-500 sont des solutions parfaites pour l'usinage 3+2 et ...
Haas Automation

Course X: 762 mm
Course Y: 508 mm
Course Z: 508 mm
L’usinage à 5 axes constitue une méthode efficace pour réduire les réglages et augmenter la précision des pièces complexes et multicôtés. Les centres d'usinage universels Haas de série UMC sont des solutions économiques pour l'usinage 3+2 et l'usinage ...
Haas Automation

Course X: 7 945 mm - 15 445 mm
Course Y: 580 mm
Course Z: 400 mm
Centre d’usinage à 5 axes interpolés pour l’usinage sur 5 faces de profils en aluminium d’une section jusqu’à 580 x 400 mm et de tubes en acier jusqu’à 5 mm d’épaisseur. L’électrobroche HSK E63 de 22 kW de puissance et 24000 tr/min refroidie par liquide ...
Fom Industrie Aluminium Working Machinery

Course X: 7 260, 7 100 mm
Course Y: 300 mm
Course Z: 270 mm
Le centre d’usinage à 5 axes FMC 475 a été conçu pour réaliser des opérations de perçage et de fraisage sur des profilés en aluminium ou en acier. Les spécifications mécaniques de ce centre d’usinage et de son système de contrôle permettent une utilisation ...
Fom Industrie Aluminium Working Machinery

Course X: 4 000 mm - 7 158 mm
Course Y: 250, 300 mm
Course Z: 270 mm
... Présentation
Le FMC SERIE QUATTRO est un centre d'usinage 4 axes conçu pour le perçage et le fraisage de profilés en aluminium et en acier. La machine intègre des dispositifs brevetés d'assistance opérateur et d'optimisation de lubrification ...
Fom Industrie Aluminium Working Machinery

... Cet équipement est conçu pour les installations de scellement et de test de puces de 8 pouces et plus, et s'applique aux plaquettes à faible k et aux plaquettes Gan à base de silicium de 40 nm et moins dans l'industrie des semi-conducteurs. - Haute qualité Utilise ...

Course X: 650 mm
Course Y: 550 mm
Course Z: 550 mm
La série Vector est la solution d’usinage tout-en-un compacte, conçue et préconfigurée pour répondre aux défis de fabrication complexes. Les machines sont conçues à l’aide d’un logiciel d’analyse FEM ultra-moderne. La fabrication est effectuée sous un ...
Knuth Machine Tools

Course X: 850 mm
Course Y: 550 mm
Course Z: 550 mm
La série Vector est la solution d’usinage tout-en-un compacte, conçue et préconfigurée pour répondre aux défis de fabrication complexes. Les machines sont conçues à l’aide d’un logiciel d’analyse FEM ultra-moderne. La fabrication est effectuée sous un ...
Knuth Machine Tools

Course X: 1 000 mm
Course Y: 550 mm
Course Z: 550 mm
La série Vector est la solution d’usinage tout-en-un compacte, conçue et préconfigurée pour répondre aux défis de fabrication complexes. Les machines sont conçues à l’aide d’un logiciel d’analyse FEM ultra-moderne. La fabrication est effectuée sous un ...
Knuth Machine Tools

Course X: 500 mm
Vitesse de rotation: 4 000 rpm
... Les lignes HDX Vernet Behringer combinent le perçage haute vitesse, le fraisage et le marquage des profilés H, U, cornières, large plats et tubes rectangulaires, sur 3 voire 4 faces. Elles peuvent être combinées avec des scies à ruban et/ou unité de ...

... La machine d'usinage de plaques Vernet Behringer MAG625 offre un usinage précis et rapide en mode traversant. Elle combine le marquage, le perçage et le fraisage au carbure, l'ébavurage des trous (faces inférieures et supérieures) et la découpe plasma ...

... La machine d'usinage de plaques FG2000 de Vernet Behringer permet le perçage (HSS et carbure), le fraisage (trous longs, grands diamètres...), le marquage et l'ébavurage de goussets et de plaques d'assemblage jusqu'à 2.000 x 1.000 x 60 mm. Augmentez ...

Diamètre: 430 mm
Vitesse de rotation: 7 000 rpm
Longueur de la pièce: 480 mm
... EMCONNECT - Assistant de processus numérique (Sinumerik ONE) Automatisation avec le chargeur de barres, le chargeur pivotant ou le chargeur à portique EMCO Outils entraînés sur les deux tourelles Commande Siemens ou Fanuc Points forts Espace de travail ...
EMCO GmbH

Diamètre: 840 mm
Vitesse de rotation: 2 500, 2 000, 3 500 rpm
Longueur de la pièce: 3 500, 1 500, 2 500 mm
... Broche principale avec 3 longueurs de lit jusqu'à 3500 mm Commande Sinumerik ONE Axe Y directement intégré dans la construction de la machine Lunette de sécurité pour l'usinage d'arbres Points forts Thermostabilité élevée et usinage précis Vitesse ...
EMCO GmbH

Diamètre: 700 mm
Vitesse de rotation: 3 500, 2 500 rpm
Longueur de la pièce: 1 300 mm
... Broche principale avec raccord de broche KK8 Axe Y directement intégré à la machine Points forts Thermostabilité élevée et usinage précis Axe Y très stable à grande course Axe C de haute précision Technologie de commande ultramoderne de Siemens pour ...
EMCO GmbH

Une machine pour le pré-usinage et la finition complète de tubes. Filetage, coupe à longueur, coupe de mamelons, ébavurage et rainurage rapide et fiable. Transport facile et pratique grâce au chariot mobile pliable, inclus dans la livraison, qui sert ...

Course X: 800, 730 mm
Course Y: 450, 590 mm
Course Z: 550 mm
... Le CV5-5 est un centre d'usinage 5 axes entièrement simultané d'entrée de gamme, spécialement conçu pour les utilisateurs de machines qui débutent dans l'usinage 5 axes. Table pivotante rigide soutenue des deux côtés pour l’usinage de pièces lourdes. Ergonomie ...
Mazak

Diamètre de la pièce: 500 mm
... Présentation
La tailleuse d'engrenages coniques Phoenix® 500C de Gleason a été conçue pour apporter vitesse, flexibilité et facilité d'utilisation à la production de volumes moyens et élevés d'engrenages coniques de précision pour camions, bus ...
Gleason
... Présentation
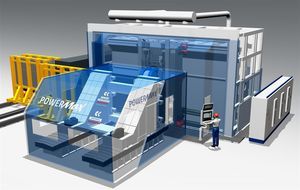
Centre de production de grande taille conçu pour l'usinage du titane et d'autres matériaux difficiles à usiner. PowerMax® T intègre trois axes linéaires sur des guides linéaires parallèles avec règles optiques montées sur des sous-structures ...
Camozzi Machine Tools

Diamètre: 320 mm
Vitesse de rotation: 4 000 rpm
Longueur de la pièce: 303 mm
... Facile à utiliser Fiabilité Temps d'usinage réduit Un faible encombrement avec de grandes capacités La plus grande zone d'usinage de sa catégorie Conception conviviale pour une utilisation facile Surveillance facile grâce à la fenêtre frontale inclinée ...
DN SOLUTIONS

Diamètre: 40 mm
Vitesse de rotation: 7 000, 8 000 rpm
Passage de barre: 40 mm
... Chariot ultradynamique avec guidage à glissières (axe X) Axe Z anti-usure grâce aux fourreaux à paliers hydrodynamiques Machine ouverte à l'avant pour l'usinage de barres Usinage de pièces de mandrin avec chargement et déchargement par robot ou manipulateur ...
INDEX FRANCE

Diamètre: 320 mm
Vitesse de rotation: 5 000 rpm
Longueur de la pièce: 530 mm
... La nouvelle référence en matière de tournage universel - maintenant avec système de mesure directe dans l’axe A en standard ! usinage complet sur 6 faces de pièces complètes avec contre-broche et axe Y Axe Y avec une course de ± 40 mm pour un meilleur ...
DMG MORI

Course X: 4 000 mm - 7 800 mm
Course Y: 2 700, 1 900 mm
Course Z: 1 300 mm
... Centre d'usinage vertical à 5 axes hautement dynamique, doté d'un portique modulaire et d'une configuration extensible La bonne combinaison de robustesse et de stabilité le rend idéal pour les opérations de fraisage et d'ébarbage à grande vitesse sur ...
Breton SpA | Advanced technologies and materials

Course X: 600 mm
Course Y: 770 mm
Course Z: 810 mm
... Le centre d'usinage G300 est spécialement conçu pour une production en série flexible et offre aux clients du secteur automobile la solution idéale pour une découpe de haute précision. Le G300, le plus petit des centres de la série G, se distingue par ...
GROB-WERKE

Course X: 1 250, 2 100, 1 600 mm
Course Y: 800 mm
Course Z: 950 mm
... Les centres d'usinage verticaux Sigma Flexi disposent d'une table de travail mobile et de cinq axes commandés simultanément pour offrir des possibilités d'application universelles. Cette machine à 5 axes convient aussi bien aux petites qu'aux grandes ...
FFG Europe & Americas
Course X: 1 880, 1 380 mm
Course Y: 1 150, 1 400 mm
Course Z: 900, 930 mm
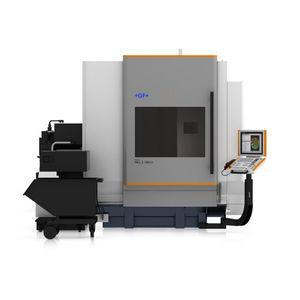
Fabriquez des pièces de grande précision dotées d’une excellente qualité de surface afin de répondre aux attentes de vos clients en matière de fabrication de pièces, de moules et de matrices dans les secteurs de la mécanique générale, de l’aéronautique ...
GF Machining Solutions

... Outre le rainurage en ligne droite et en ligne courbe, cette série est capable d'effectuer divers types d'usinage avec une grande efficacité et une grande précision. Elle s'applique à l'augmentation de la taille des écrans LCD et permet un usinage de ...
Shibaura Machine

... Présentation
Le centre d'usinage ROBOT-Drive combine un agrégat ROBOT breveté à 6 axes et un appareil de sciage/tronçonnage/marquage à 5 axes pour réaliser l'usinage multi-face en un seul passage. Proposé en versions modulaires, il est configurable ...
Hans Hundegger

Course X: 4 500, 6 500 mm
Course Y: 3 500, 4 500 mm
Course Z: 1 000 mm
... La machine à table mobile Forest-Liné Modumill Ti est une solution compacte pour répondre spécifiquement aux besoins de l’usinage du titane. Utilisée individuellement ou avec un système de palettisation, ce centre d'usinage vertical 5 axes associé ...
Fives Machining

Diamètre: 38 mm
Vitesse de rotation: 2 000, 5 000, 7 000, 15 000 rpm
Puissance nominale: 3,7, 5,5, 11 kW
... Machine combinée productive par l'intégration d'un tour à poupée mobile et d'un centre d'usinage ●Magasin d'outils capable de stocker 40 outils pour un fonctionnement automatique à long terme ●Correspond à une pièce longue ou courte ●La broche porte-outils ...
Tsugami

Diamètre: 500, 100, 380, 610 mm
Vitesse de rotation: 4 000, 2 000, 8 000 rpm
Diamètre de la pièce: 380, 610 mm
... Le Mikroturn® est un tour horizontal ultra précis, entièrement hydrostatique, pour les pièces trempées jusqu'à 70 HRC. La flexibilité est la norme Vous pouvez usiner des pièces aux contours complexes ou réaliser des combinaisons d'usinage ID et ...
DANOBATGROUP

Course X: 2 200 mm - 4 600 mm
Course Y: 1 700 mm - 3 500 mm
Course Z: 2 000 mm - 3 200 mm
... Présentation
Les centres d'usinage PAMA SPEEDMAT HP associent amortissement, dynamique et rigidité pour garantir une usinabilité de précision sur des pièces de petites et moyennes dimensions. Disponibles en version fraisage (HP) et multitâche ...

Course X: 560 mm
Course Y: 640 mm
Course Z: 640 mm
Aperçu Conçu pour l'usinage de pièces en alliage d'aluminium moulées sous pression proches de la forme finale, dans des productions à grand volume de petites pièces. Les centres d'usinage horizontaux de la classe 400 mm sont courants pour ce marché, ...
MAKINO Milling Machine
Entrez en contact avec vos nouveaux clients en un seul endroit, toute l'année
Devenir exposant