Entrez en contact avec vos nouveaux clients en un seul endroit, toute l'année
Devenir exposant
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}

Le spécialiste des petites pièces. Ébavurer les pièces de petite taille, arrondir les bords et donner aux surfaces une belle finition - l'EdgeBreaker® 1000 s'en charge à peu de frais. Nous l'avons développé spécialement pour ce genre ...
ARKU Maschinenbau GmbH

Une machine deux fois plus puissante. L'EdgeBreaker® 3000 délivre une puissance d'ébavurage et d'arrondissage augmentée de 100 %, p. ex. pour traiter les découpes au laser à fibre. Les outils d'ébavurage et d'arrondissage offrent une ...
ARKU Maschinenbau GmbH

Ébavurer et arrondir en toute flexibilité. L'EdgeBreaker® 2000 a été conçu pour une utilisation flexible suite au poinçonnage et à la découpe laser. Ses brosses transversales peuvent être garnies d'une sélection d'outils différents. ...
ARKU Maschinenbau GmbH

Cet appareil exécute l'ébavurage intérieur et extérieur des tuyaux rigides en acier inox (AISI 316 TI) et en acier au carbone (ST 37.4) ayant un diamètre compris entre 20 et 75 mm. La machine à ébavurer S02 permet d'éliminer toute bavure ...

Cet appareil exécute l'ébavurage intérieur et extérieur des tuyaux rigides en acier inox (AISI 316 TI) et en acier au carbone (ST 37.4) ayant un diamètre compris entre 6 et 42 mm. La machine à ébavurer S01 permet d'éliminer toute bavure ...

... rectangulaires, des mécanismes de rotation spéciaux sont disponibles pour tourner les produits le long des brosses Notre ébavureuse peut être complétée par un système de nettoyage par soufflage pour les tubes avant et/ou ...

... Cette ébavureuse a été développée pour s'accoupler avec une scie à tronçonner automatique Bewo, cet accouplement se fait à l'aide d'un robot. Le transfert de la machine de coupe à la machine d'ébavurage ...

La petite ébavureuse compacte fraise ou arrondit précisément les angles, de manière sûre et facile. Elle donne un chanfreinage et un rayon sans vibration sur les pièces angulaires et rondes en toutes sortes de matériaux. ...
Assfalg GmbH

Le nostre sbavatrici e arrotondatrici di bordi del tipo TF consentono un'ottima lavorazione della superficie fino a raggiungere la finitura superficiale perfetta nel processo di rettifica a secco. Le sbavatrici continue sono disponibili ...
Assfalg GmbH

Il s'agit d'une machine d'ébavurage manuelle facile à utiliser qui convient à différents processus d'usinage tels que le ponçage, l'ébavurage, l'arrondissement des bords et le polissage des surfaces métalliques. Le ...
Assfalg GmbH

La machine 22 series et la machine d’ébavurage à sec la plus compacte pour l’ébavurage, les rayons, la finition et/ou l’enlèvement d’oxyde de laser de diverses pièces de tôle. LA MACHINE À BROSSES ROTATIVES LA PLUS COMPACTE Cette ...
Timesavers

La 32 RB series est une machine compacte, pour l'ébavurage, la réalisation d'arrondis, la finition, l'enlèvement de l'oxyde de laser et l'enlèvement des scories, pour différents types de matériaux, travaillant à sec. LA TECHNOLOGIE ...
Timesavers

Découvrez la machine idéale pour l’ébavurage uniforme, l’arrondi des bords et la finition de vos pièces. Découvrez ci-dessous toutes les possibilités offertes par la machine 42 RB series à brosses rotatives, la machine Timesavers la plus ...
Timesavers

Machine indiquée pour eliminer “bavures” et “angles vifs” aussi bien INTERIEURS qu’EXTERIEURS produits par la coupe de pieces pendant l’usinage. On peut utiliser cette machine sur tuyaux ronds ou ovales, carrés ou rectangulaires, profilés ...

DESCRIPTION Machine entièrement automatique qui élimine les bavures des lames industrielles. Particulièrement indiquée pour les lames de découpe du papier et les lames de découpe de feuilles de placage. Automatic deburring machine SBO Caractéristiques ...

La machine d'ébavurage SCANTOOL 250 AGM est construite une base solide et dispose d'un puissant moteur de 3,0 HP permettant de traiter des projets d’ébavurage important. Idéal pour les petits ateliers et l'industrie. Caractéristiques ...
Scantool Group

La machine d'ébavurage SCANTOOL 250 AGS est construite une base solide et dispose d'un puissant moteur de 3,0 HP permettant de traiter des projets importants d’ébavurage et d'extraction avec un sac à poussière. Caractéristiques ...
Scantool Group

L'ébavureuse ARBOGA 250 AGS est construite sur des colonnes solides avec extraction et un puissant moteur de 3,0 CV, qui gère même les grandes tâches d'ébavurage. Idéal pour les petits ateliers et l'industrie. Caractéristiques ...
Scantool Group

... Ponceuse à bande abrasive de banc mobile qui supporte jusqu'à 3 groupes de travail internes pour une configuration adaptable au besoin de finition. Table de travail élévatrice motorisée avec possibilité d'insérer un système de vide. Réglage ...
GECAM SRL

... Ébavureuse à banc mobile avec max. 3 groupes de travail supérieurs à configuration variable selon les besoins spécifiques de finition, avec moteurs indépendants pour le contrôle autonome du groupe de travail. Table de ...
GECAM SRL

... Ponceuse à deux groupes idéale pour l'ébavurage, l'arrondissement des bords et l'obtention d'une finition parfaite, grâce à la bande abrasive initiale pour éliminer les bavures en excès et à un groupe carrousel de 8 brosses abrasives ...
GECAM SRL
RASAPLAN NC-V garantit un transport sécurisé des pièces à partir de 6 mm Ø et 35 mm de long et un ébavurage fiable. Ceci est possible grâce à un système de transport spécial qui a été développé pour des pièces courtes.
RSA cutting technologies Sàrl

RASAPLAN NN est un module d’ébavurage ouvert à tout transfert, de l’intervention en tant que machine autonome jusqu’au raccordement en ligne. Facile à enchaîner et à intégrer dans n’importe quelle ligne de production sans le moindre effort ...
RSA cutting technologies Sàrl

Avec l’automate RASAMAT les deux faces de la pièce sont ébavurées simultanément. Le transfert s’effectue avec une bande de transport. L’automate RASAMAT travaille sans interruption et atteint des volumes de production jusqu’à 1.800 ...
RSA cutting technologies Sàrl

... le monde de l'ébavurage très précis et économique de pièces plates avec des coûts d'investissement raisonnables. Les machines d'ébavurage offrent d'excellentes performances, qui n'ont jamais été atteintes auparavant dans ...
Lapmaster Wolters GmbH

... PETER WOLTERS La machine de traitement par lots double face AC microLine® 400-D a été conçue pour le traitement en série de pièces de haute précision. Grâce à sa construction modulaire, l'AC 400 peut être utilisée comme machine de meulage ...
Lapmaster Wolters GmbH

... La microLine® de Peter Wolters a été perfectionnée pour la production en série de pièces de haute précision. Grâce à sa structure modulaire, elle est déjà utilisée comme machine de rectification, de rodage, de rodage et de polissage de ...
Lapmaster Wolters GmbH

Machine d'adoucissage ou d'ébavurage de pièces plates travaillant selon le principe du rodage avec un mouvement excentrique et une pression d'appui réglable sur le plateau porte-pièces. Flexible et compacte, elle offre qualité et régularité ...

Puissance moteur - 2x 2KVA 400V 3x 2KVA 400 V Nombre de brosses 2 Brosse, diamètre brosses 300 3 Brosse, diamètre brosses 300 Dimensions 1000x700x600 1700x700x600 Poids machine ca. 120 Kg ca. 150 Kg

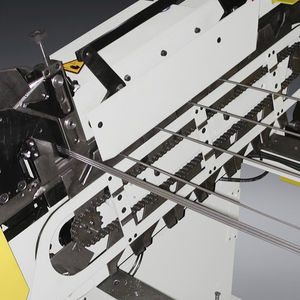
... Conçus pour ébavurer simultanément les deux extrémités de l'extrusion dans une opération à flux continu, ces systèmes sont disponibles pour ébavurer des extrusions courtes (de 2 à 9,5 pouces) ou longues (de 8 à 120 pouces). Tous les ...
... Les systèmes d'ébavurage Abtex Tri-Ten ont résolu les problèmes de certaines des entreprises les plus soucieuses de la qualité. Pour des raisons de concurrence, nous protégeons l'identité de nos clients, mais voici quelques exemples de ...

Arrondi des bords jusqu’à 1100mm Idéal pour arrondir les bords et pour l’élimination des bavures légères des pièces jusqu’à 1100mm de large. La machine à arrondir les bords DM1100 C supprime les arêtes vives et élimine les bavures ...
NS Máquinas Industiais

Arrondi des bords jusqu’à 1600mm Idéal pour arrondir les bords et pour l’élimination des bavures légères, avec une capacité de travail étendue pour des pièces jusqu’à 1600mm de large. La machine à arrondir les bords DM1600 C ...
NS Máquinas Industiais

... arêtes vives des pièces en acier inoxydable, en acier et en aluminium découpées au laser, poinçonnage ou cisaillement. Cette ébavureuse peut facilement arrondir les bords de pièces de petites dimensions, de formes et ...
NS Máquinas Industiais

L'essence de l'ébavurage, de des arrondis et de la finition. Cette ébavureuse bénéficie des caractéristiques de base de VG : fiable, pratique et économique. Tout ce que VG Machines représente. Fabriqué avec un œil sur ...

Les machines transfert à ébavurer sont des systèmes hautement automatisés dont les unités d'usinage peuvent être conçues avec souplesse et dont le nombre n'est théoriquement pas limité. KADIA fournit des systèmes prêts à fonctionner avec ...

Machines à ébavurer centerless L'ébavureuse centerless est conçue pour un ébavurage extérieur rentable de pièce de révolution dont le diamètre extérieur est constant, p. ex. pour les pistons (revêtus), arbres avec rainures, ...

Installations avec guidage de l'outil Les installations d'ébavurage à robot avec guidage de l'outil sont utilisées pour les pièces de grande dimension et lourdes et les temps de cycle longs (> 80 sec), p. ex. pour l'ébavurage de carters ...

Ponceuse / ébavureuse pour pièces plates équipée de 2 unités de travail avec bande abrasive et 2 unités de type planétaire.

Ebavurage Thermique par Extrude Hone Ebavurage rapide et bon marché Elles offrent une solution rapide et fiable pour enlever toutes les bavures intérieures et extérieures en une seule opération. Elles sont conçues pour recevoir ...

... Votre meilleure solution pour l'ébavurage, l'arrondi des bords, la finition de surface, le ponçage et le dénibrage. La plus petite machine de la famille FLADDER® GYRO, avec plusieurs composants des plus grandes machines GYRO : Une puissante ...
Fladder

Moteur triphasé industriel très robuste Pare-étincelles réglable Bloc support facile à régler (vis de réglage) pour compenser l’usure de la brosse d’ébavurage Support de pièces combiné pour pièces rondes (prisme), profilés plats et ...

... Le modèle ultime pour une finition parfaite Fonctionnement sûr grâce à un cadre de haute rigidité et à une disposition des brosses visant à assurer la qualité de l'ébavurage Système de mesure de la longueur du capteur de fibres de haute ...
Muratec sheet metal machinery

... L'outil de brossage radial CIRC-FLEXIBRUSH SERIES 200 peut être utilisé pour l'ébavurage de grandes pièces après usinage, l'arrondi d'arêtes vives (en particulier dans les zones difficilement accessibles) ainsi que pour un léger ébavurage. ...

Conçue pour satisfaire tous les besoins d'ébavurage et de calandrage, y compris les usinages les plus complexes. L'usinage en voie humide est idéal pour les clients qui ont besoin de finitions de haute qualité comme la préparation des ...
CMS S.p.A.

La machine à gougeage G400 est une rectifieuse légère, puissante, compacte et polyvalente, adaptée pour effectuer rapidement le processus principal de collage et de meulage des bagues et des articles manufacturés typiques pour les chaudières ...
Entrez en contact avec vos nouveaux clients en un seul endroit, toute l'année
Devenir exposant
Veuillez préciser :
Aidez-nous à nous améliorer :
restant